We believe great result begins with a culture of excellence within the workforce.
Sapulut organized the second phase of an internal training programme, starting with the Plantation Department. A team of 12, formed from the planting and nursery staff, are coached and trained with the Lean Six Sigma (LSS) programme.
LLS is a method that provides organizations with tools to improve the capability of their business processes. It relies on a collaborative team effort to improve performance by systematically removing waste and reducing variation.
The team was exposed to the need to seek improvement using the Plan-Do-Check-Act (PDCA) Methodology. They learn to be equipped with the skill and method to make continuous improvement in their processes. Moreover, they also learned to identifying and eliminating waste in their operations.
The session is a combination of learning in class and field application of the knowledge. They were then required to implement their new-found experience in the field.





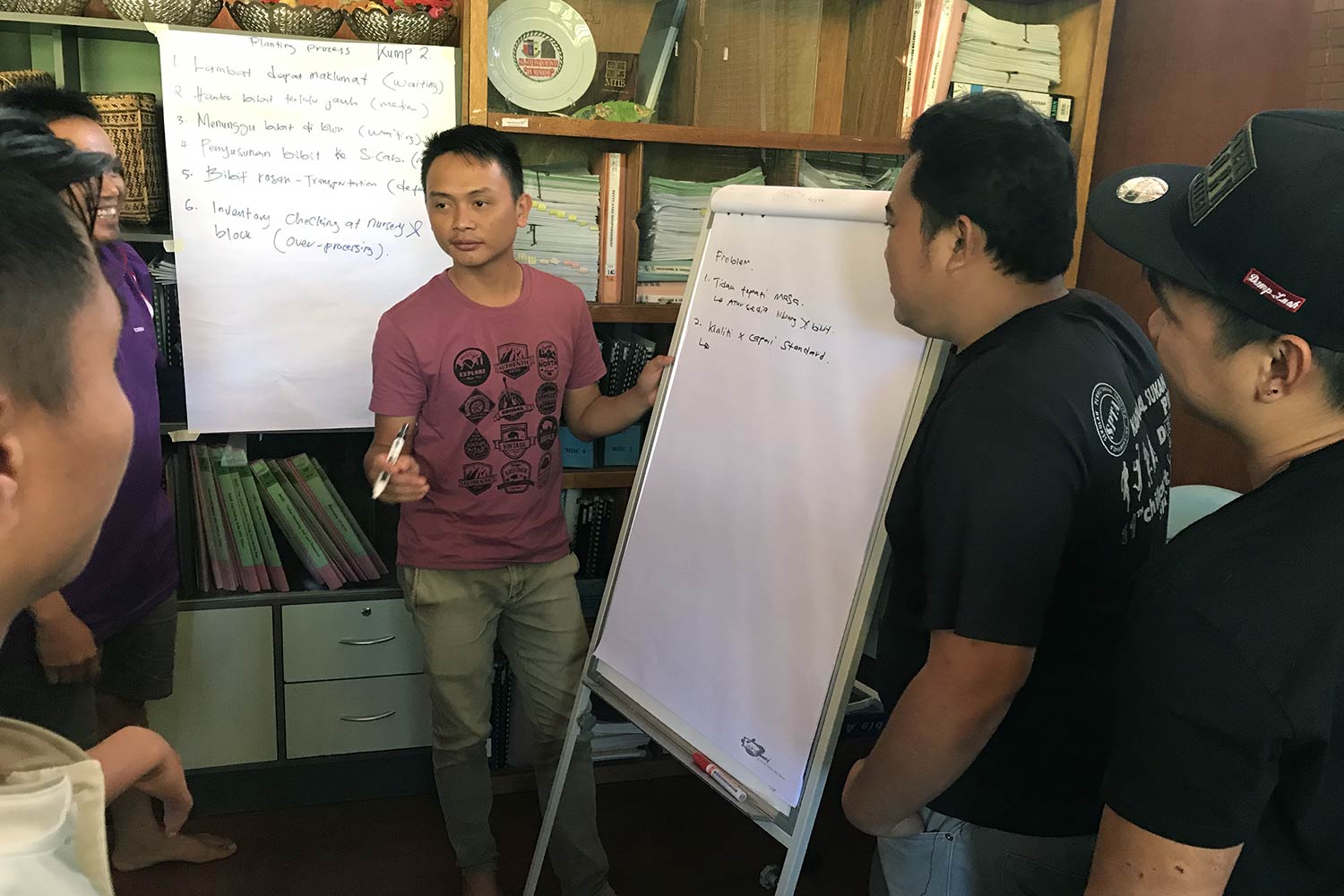
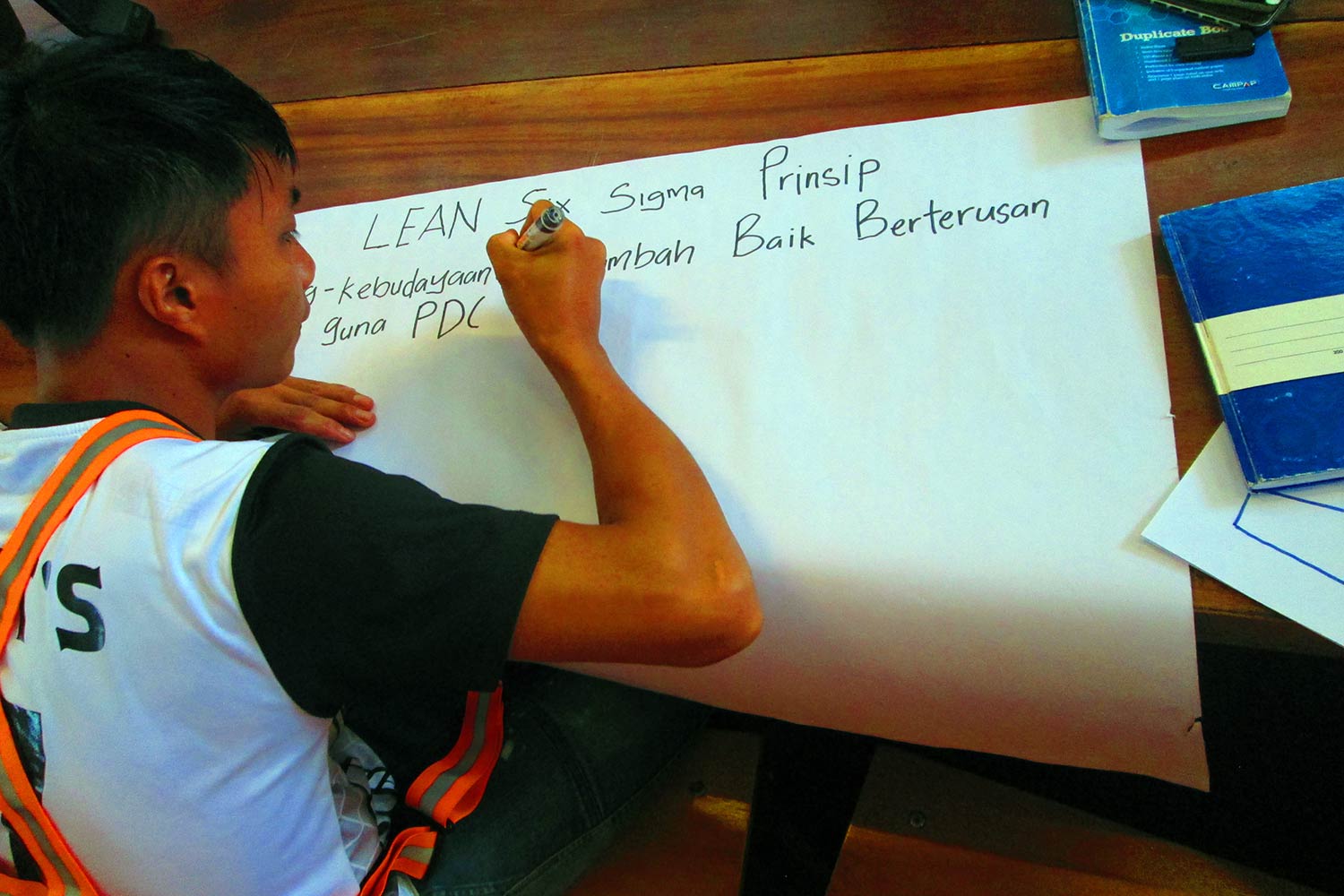





Photo caption: Enhancement Programme – Leader Standard Work, Visual Management System, Stand Up Meeting, Town Hall Meeting, People-Centric Meeting etc.



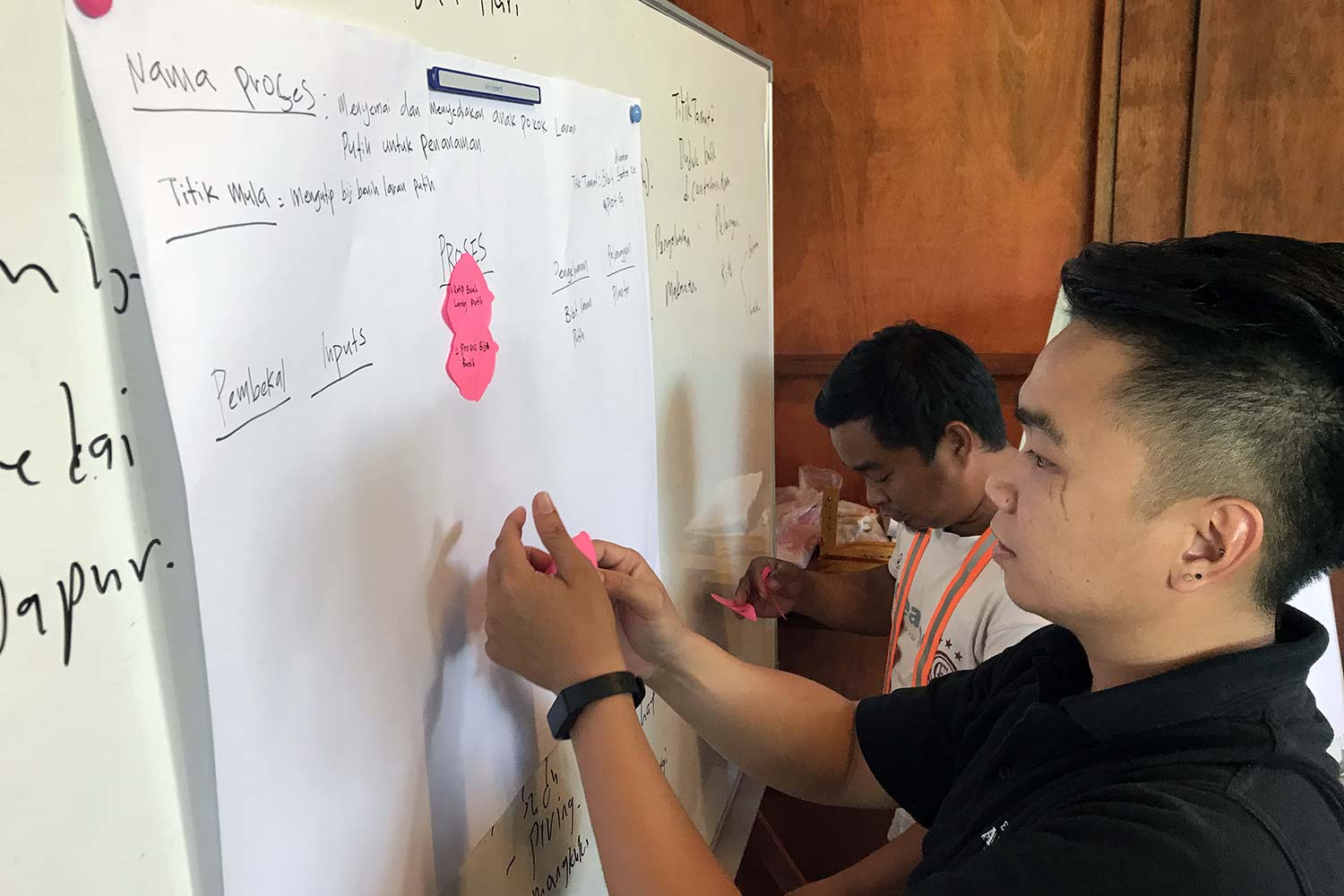




Photo caption: Mr Wong Chee Kong from Singapore trained the Plantation Department staff, planters and nursery workers. It was necessary to focus on our tree nursery as it supplies tree seedlings to our planters in the plantation department. These two components in the entire company operation chain must not be broken, or else it would badly affect its overall production and performance.








Photo Caption: Mr Wong coached the team with Kanban preparation on the field and facilitated the Single Minute Exchange of Dies (SMED) game.
Kanban is a tool to control the flow of raw materials and pending works into and out of the production system. It is one of the ways and means to achieve Just in Time Manufacturing. Kanban can be used for both Batch Processing and Single Flow Manufacturing.
SMED, however, is a process of reducing changeover (setup) time by classifying elements as internal or external to a machine’s operating time and then converting the internal elements so they can be done externally (while the machine continues to operate).